Nos gusta compartir nuestra experiencia en el sector industrial con los seguidores de nuestra web. Deseamos que nuestro contenido sea de valor para nuestros lectores.
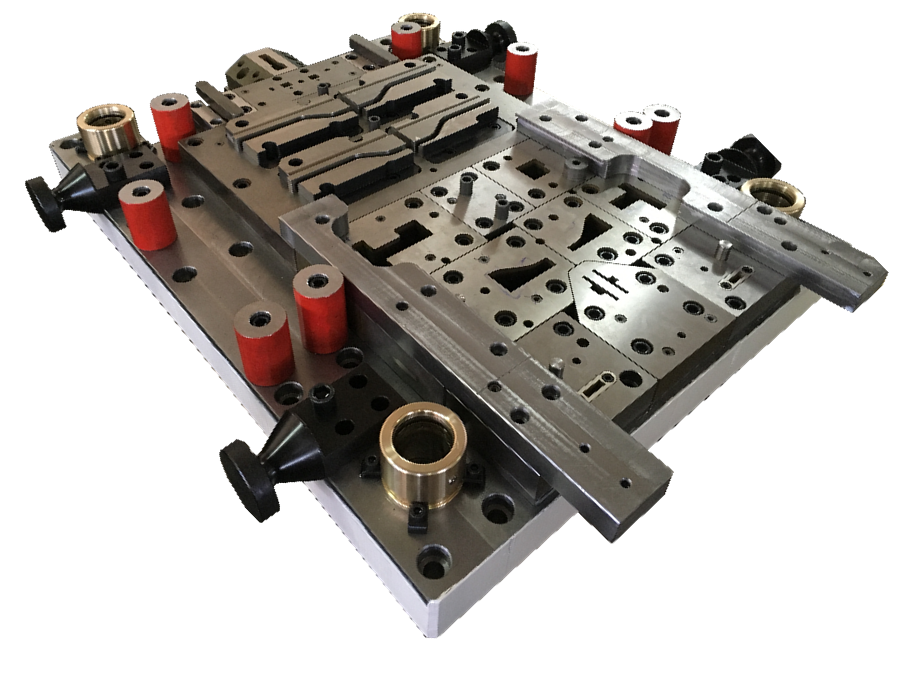
Disposición de columnas en troquel. Antigiro – Diámetros y posicioneshttps://dibumet.com/wp-content/uploads/2023/03/Columnas-en-troquel.jpg879659DibumetDibumethttps://dibumet.com/wp-content/uploads/2023/03/Columnas-en-troquel.jpg
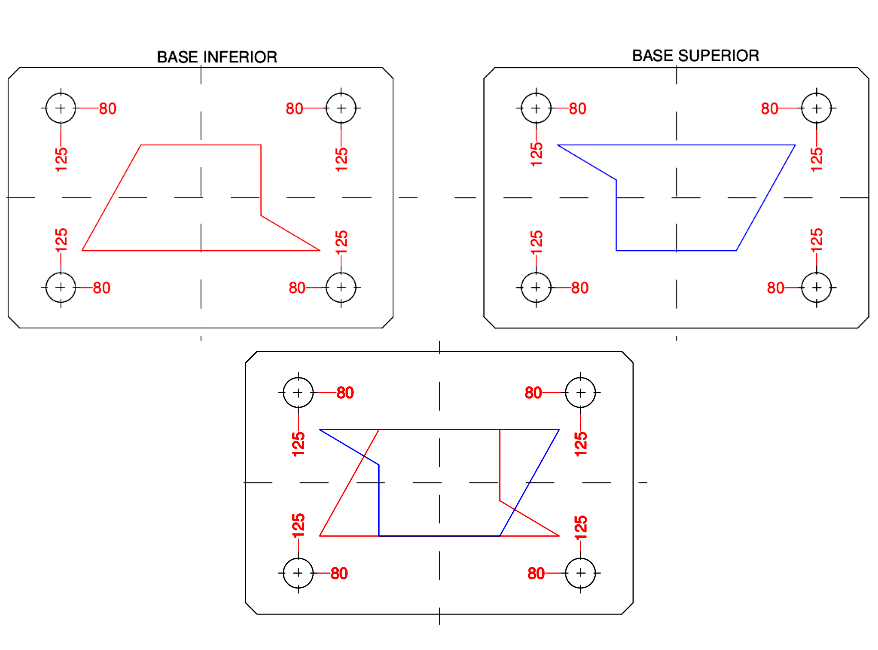
La disposición de las columnas de un troquel, tiene una importancia esencial. Las columnas deben procurar cubrir el trabajo a realizar, dentro del área que comprenden las mismas. De esta manera, los esfuerzos derivados del trabajo pueden ser asumidos de mejor manera.
Ahora bien, ¿Cuál es la disposición correcta? Lo más adecuado es colocarlas en el mismo punto de cada cuadrante en X y en Y, respecto a los ejes del troquel. De esta forma, se reparte mejor la absorción de los esfuerzos. Pero esta posición, implica un posible problema, que, si no se soluciona, podría llevar a la rotura o a un gran desperfecto del troquel.
Que las columnas estén en el mismo punto, facilita que, por error, el troquel se pueda montar girado, ya que coinciden las posiciones. Esto provocaría una colisión catastrófica de la parte superior con la inferior.
Antigiro
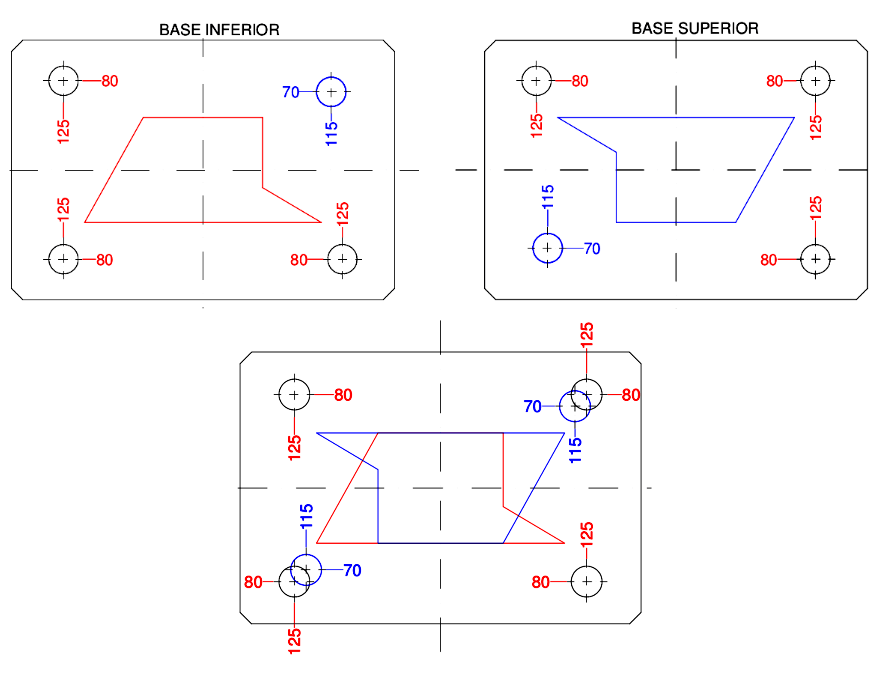
Para evitar este posible problema, lo que se suele hacer es desplazar las cotas de una de las columnas respecto a las demás, para que no tengan la misma posición. De esa forma, aunque se intente montar girado por error, esa columna desplazada, no coincidirá con la posición de ninguna de las demás y no se podrá realizar el montaje del troquel.
A este desplazamiento, se denomina “antigiro”, ya que evita el montaje girado del troquel. El desplazamiento, es suficiente con 10mm en ambos ejes.
Otro ejemplo de “antigiro”, es colocar todas en las mismas posiciones de cada cuadrante, si se desea, pero una de las columnas será de diámetro mayor a las demás. De esa forma tampoco se podría montar girado, ya que no encajaría en el casquillo de ninguna de las otras.
Los punzones, matrices y cizallashttps://dibumet.com/wp-content/uploads/2023/01/Punzones_Destacada.jpg878450DibumetDibumethttps://dibumet.com/wp-content/uploads/2023/01/Punzones_Destacada.jpg
Los conjuntos de punzones y matrices son los encargados de realizar los agujeros o cortes, con las formas necesarias que uno desea. Esta acción, conlleva un esfuerzo, por la resistencia que aporta el material a ser perforado.
Reducir este esfuerzo o disminuir la resistencia del material a cortar, es muy sencillo aplicando cizalla en los punzones.
La cizalla es dar una inclinación en el punzón para que el contacto a la hora de realizar el corte sea menor, por lo que la resistencia será menor. Para poner un ejemplo, sería como cortar con una tijera. La tijera solamente hace contacto en un punto entre ésta y el elemento a cortar, en todo el recorrido de corte. Corta inclinado, no corta en plano. Pues la cizalla es esto mismo. Se crea esa inclinación en el punzón, que actuara como una tijera al realizar su trabajo.
Si no se realiza la cizalla, el punzón cortara en plano, actuando a la vez con toda forma sobre la chapa. Más superficie de contacto, mayor esfuerzo. Con la cizalla, menos superficie de contacto, menor esfuerzo.
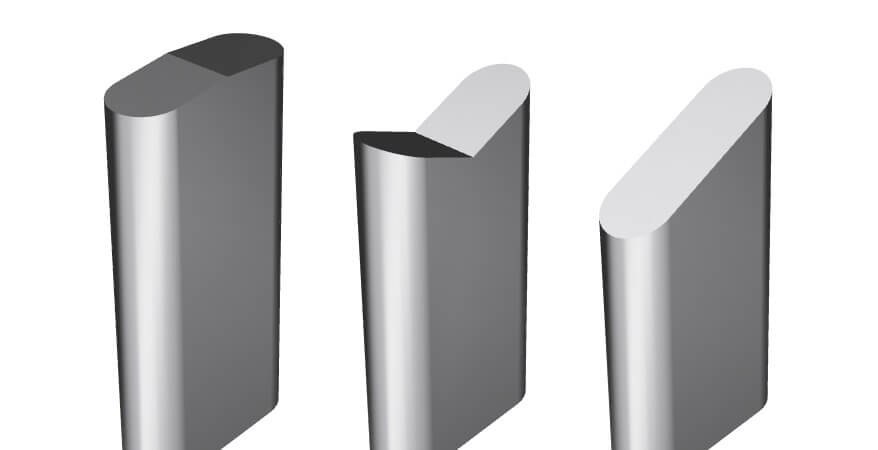
Las cizallas pueden ser de distintas formas y penetraciones, en función a las longitudes a cortar.
De mayor a menor penetración, en forma de tejado o tejado invertido, si el corte es muy largo como dientes de sierra….
Esquema de punzones
¿Qué son los pilotajes?https://dibumet.com/wp-content/uploads/2022/07/destacada-1.jpg878450DibumetDibumethttps://dibumet.com/wp-content/uploads/2022/07/destacada-1.jpg
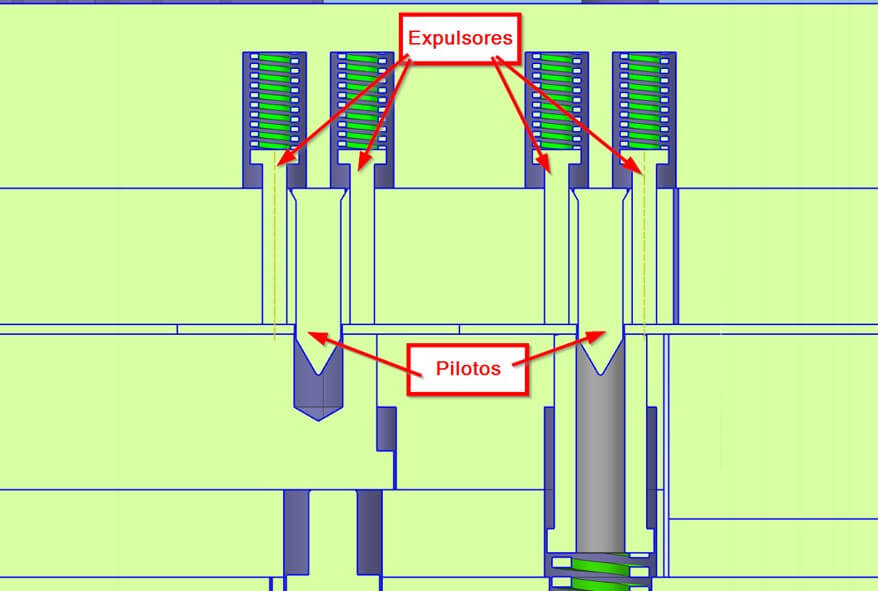
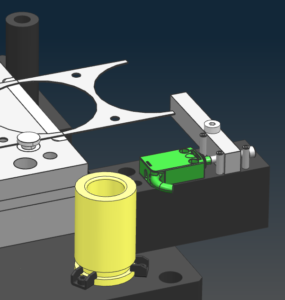
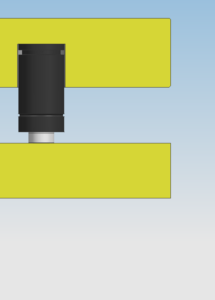
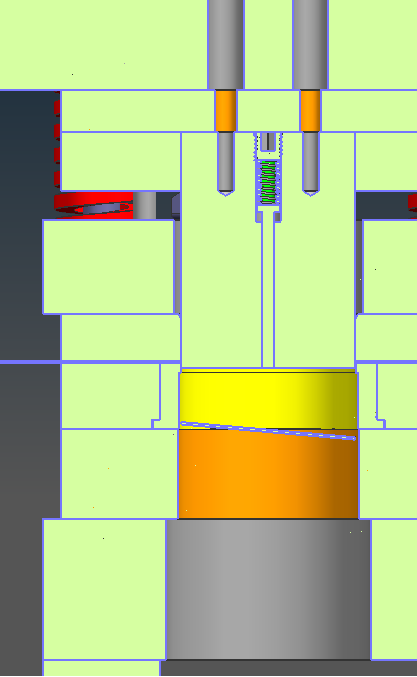
Los pilotajes son necesarios para el buen centrado y guiado de una banda y la repetibilidad de cada operación, en un troquel progresivo principalmente. Se realizan en el primer paso u operación del troquel. De esta manera, se centrará en cada paso posterior, hasta la finalización y separación de la pieza respecto a la banda. En función a la dimensión de la banda, se puede realizar uno o varios.
El diámetro, depende del espacio y distancias a otros cortes y operaciones, dentro de la misma banda. A mayor diámetro, mejor centraje.
Una vez realizado el agujero en el primer paso, en el resto de los pasos, se colocarán los centradores o pilotos de centraje , siempre que se pueda y no interfiera con los componentes de trabajo (tacos, matrices, punzonados, etc.). Su colocación será en la parte superior. De esta forma cuando el troquel se habrá para que la banda avance, el piloto estará fuera de pieza y no interferirá con el movimiento de ésta.
A los lados de los pilotos, se coloran expulsores de pieza con muelles. Su finalidad es la de asegurar que la pieza no quede enganchada en el piloto, y se despegue en todos los casos.
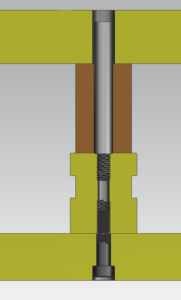
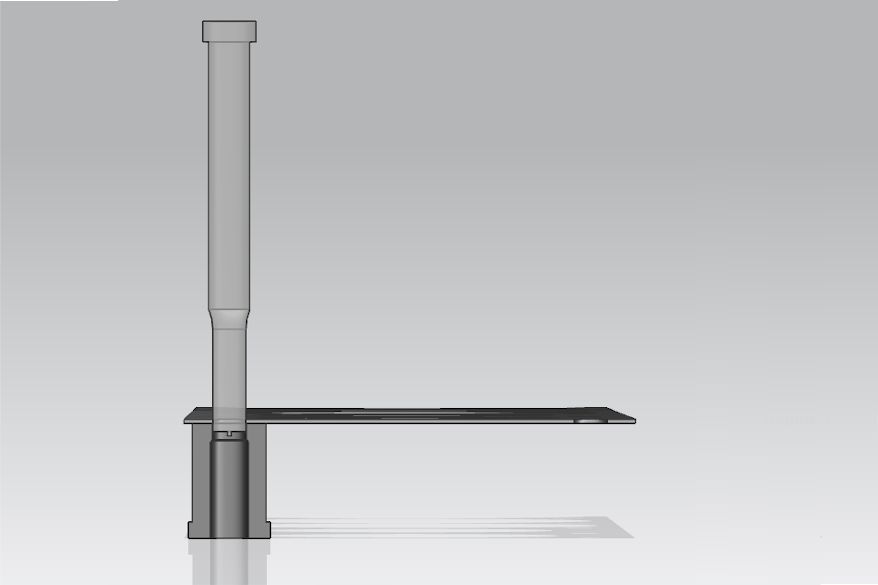
La forma será de una gran conicidad inicial, para asegurar su entrada en el agujero en cuestión y una parte recta , que será la encargada de centrar la banda con el espesor de la chapa.
En la parte inferior y siempre que sea posible, se realizara un agujero pasante. Esto tiene 2 funciones. La primera, que no exista interferencia entre el piloto y nada de la parte inferior. Y la segunda, ese agujero servirá para escape o salida de posible porquería que se pueda dar por el roce del piloto y la chapa. De todas formas, aunque no sea pasante, siempre se realizara un agujero que libre la longitud del piloto más algunos milímetros más, por seguridad.
Tipo de guías de troqueleshttps://dibumet.com/wp-content/uploads/2022/05/destacada-1024x538.jpg1024538DibumetDibumethttps://dibumet.com/wp-content/uploads/2022/05/destacada-1024x538.jpg
En este artículo trataremos los diferentes tipo de guías de troqueles, pero, primero empezaremos por abordar las guías de troquel.
Guías de troqueles
El guiado de un troquel se realiza con columnas o regletas guía. Generalmente, se suelen utilizar columnas. Su precisión de guiado es mayor que las regletas guía.
Se suelen utilizar dos o cuatro columnas, en función a la dimensión del troquel y al trabajo a realizar sobre la pieza o el proceso. Según que esfuerzos de trabajo existan, se requiere mayor resistencia en el guiado, tanto en cantidad de columnas, como en dimensiones de las mismas.
Las regletas, también se suelen colocar adicionalmente, para absorber esfuerzos del troquel y que las columnas no sufran esos esfuerzos.
Son elementos normalizados o comerciales y existen diferentes casas que las fabrican.
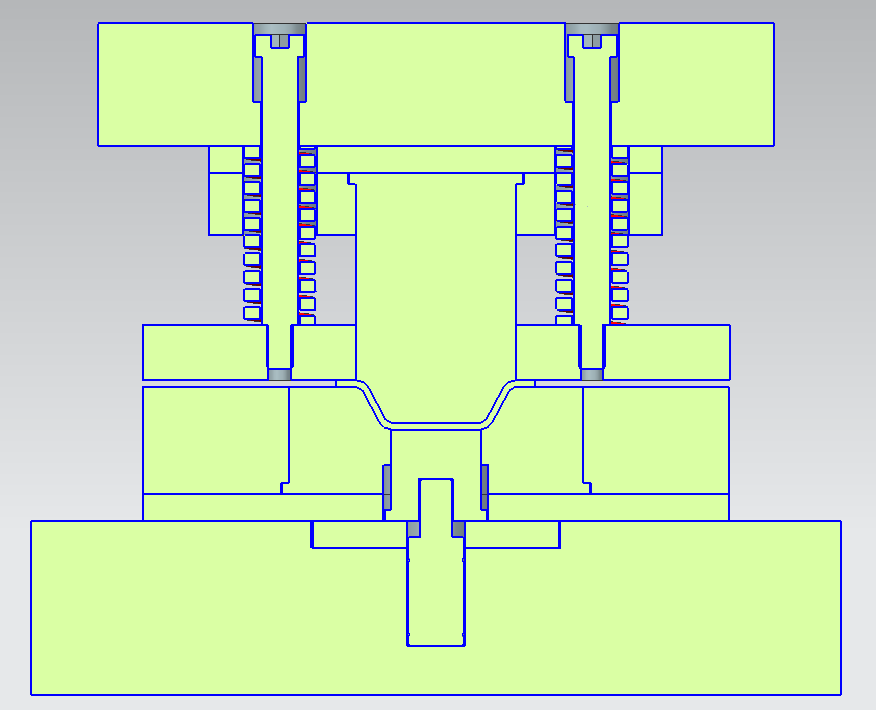
El conjunto de columnas consta de dos partes. Una columna de acero cementado, guiado contra un casquillo guía. Cada uno de los elementos colocado en una parte diferente del troquel (columna en parte superior y casquillo en parte inferior, o viceversa)
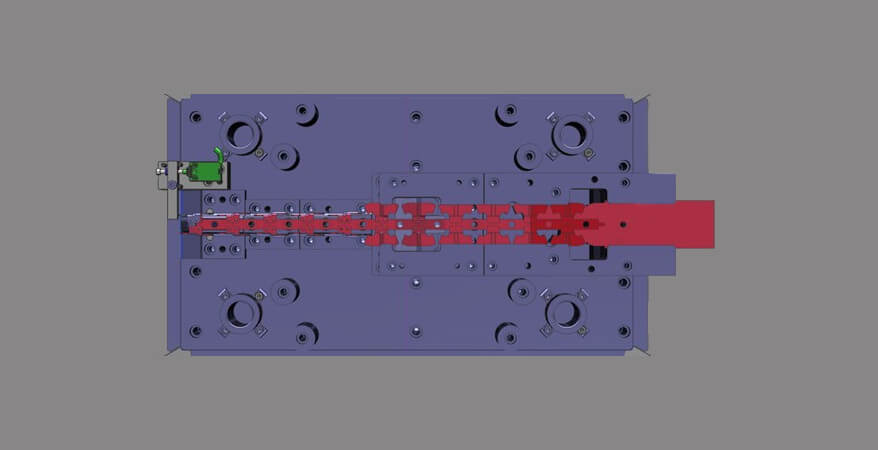
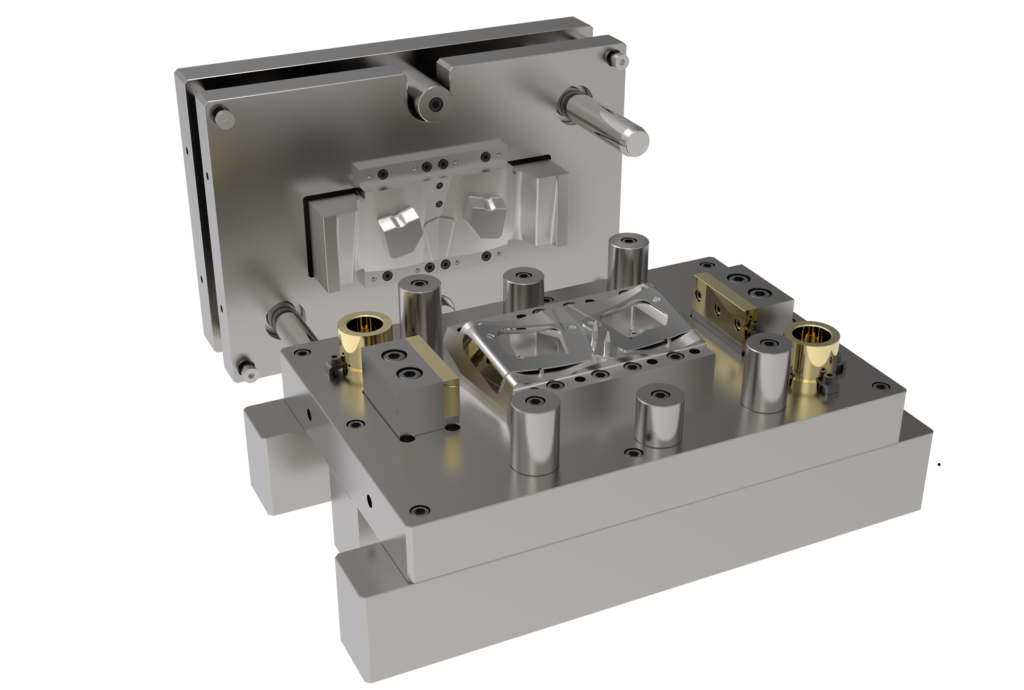
Ejemplo de montaje
El casquillo, generalmente, suele ser de bronce (o bronce con grafito), ya que uno de los dos elementos debe ser más blando para su desgaste. Si las dos partes fueran de igual material o de la misma dureza, se generaría mucha fricción y esto llevaría a un deterioro de ambas partes, hasta el punto de influir en la rotura del troquel.
Columna Casquillo Regleta
Tipos de guiado
Troquel de 2 columnas en línea, traseros
Esta disposición, permite trabajar de frente al troquel, para introducir las piezas y realizar una operación sobre la pieza (punzonado, doblado, forma, etc.) de manera que el operario no tendría ningún obstáculo a la hora de realizar ese trabajo.
Troquel de 2 columnas en línea, centrales
Esta disposición, permite introducir flejes por medio del troquel entre medias de las columnas, para realizar diferentes operaciones de pieza, sin que exista ningún obstáculo en el transcurso del avance del fleje.
Troquel de 2 columnas en diagonal
Esta disposición, permite realizar operaciones en una zona exterior o esquina de una pieza, de manera que no es necesario introducir todo el volumen de la pieza dentro del troquel. De esa forma no obstaculizaría la introducción y extracción de pieza.
Troquel de 4 columnas
Esta disposición es igual o parecida a la de las 2 columnas en línea centrales, pero para troqueles de dimensiones grandes.
Otros elementos de Troquelhttps://dibumet.com/wp-content/uploads/2022/03/Destacada-04-Comprimida.jpg878585DibumetDibumethttps://dibumet.com/wp-content/uploads/2022/03/Destacada-04-Comprimida.jpg
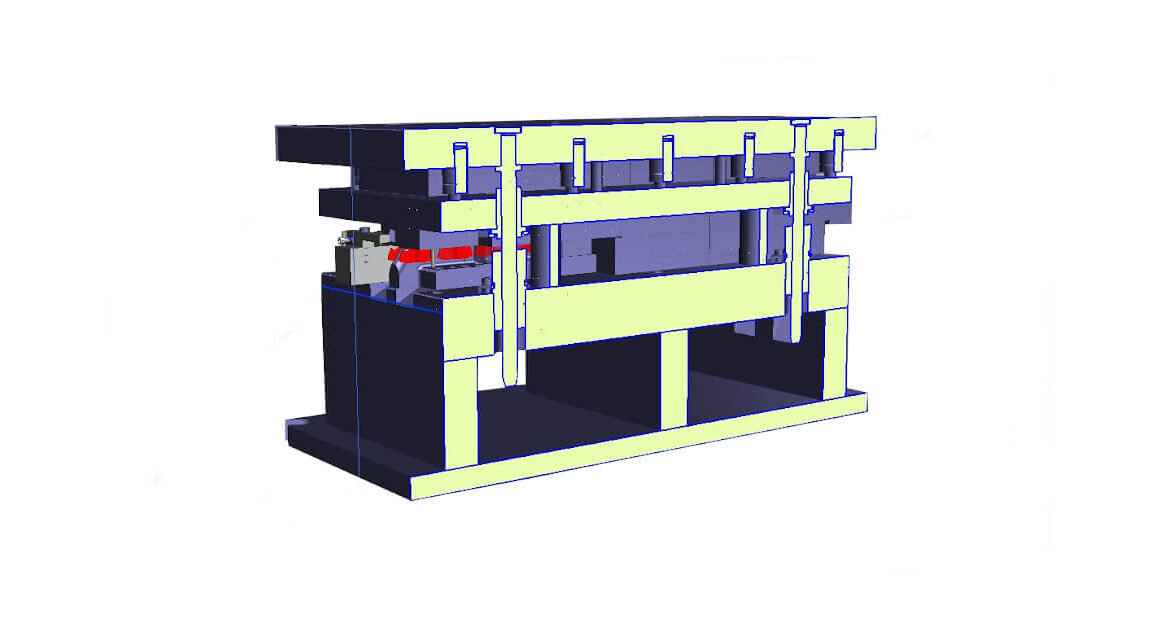
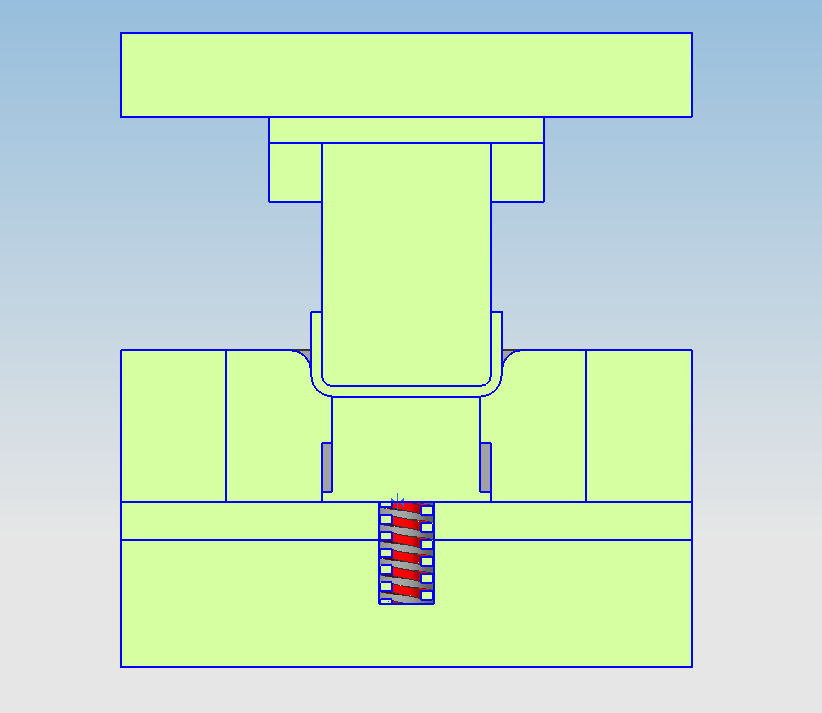
En un troquel, además de bases, matrices, sufrideras, punzones, machos dobladores y tapetas de pisador, nos encontramos con otros elementos que son igualmente importantes, pero que no son los que agrupan el conjunto que abarcan las zonas activas del troquel. Estos elementos se agrupan en topes de cierre, limitadores, muelles, cilindros y elastómeros, micros de señal, etc. En este post mostraremos la descripción de estos elementos.
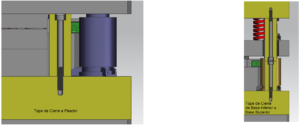
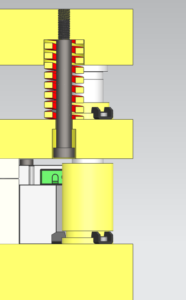
Topes de cierre
En troqueles por operaciones y progresivos convencionales, hay 2 clases de topes de cierre, los topes de cierre desde la base inferior hasta la placa pisador, y los topes de cierre desde la base inferior hasta la base superior.
Los que van desde la base inferior hasta la placa pisador, tienen la función de estabilizar la placa pisador mientras el troquel trabaja. Por otra parte, los topes de cierre que van desde la base inferior hasta la base superior, sirven para que la parte superior no baje más de lo estrictamente necesario en su desempeño.
Limitadores
Los limitadores son aquellos elementos que sirven para limitar el movimiento de las piezas móviles. Nos los encontramos en las placas pisadores y en los pisadores inferiores. En el mercado nos encontramos con limitadores comerciales que en muchas ocasiones se utilizan para otros usos distintos al de limitador, debido a que su construcción es aplicable a la solución de distintos problemas.
Micros de señal.
Sirven para dar señal a la prensa de lo que sucede dentro del troquel. Por ejemplo: avance de banda, caída de pieza, agujero realizado, etc.
Muelles, Cilindros y Elastómeros.
Por último, los muelles, cilindros y elastómeros tienen la utilidad de dar presión a una pieza para que cuando se libere la fuerza de ella, la pieza en cuestión sea desplazada para realizar una función concreta.
Para concluir, añadiremos que este apasionante mundo de la estampación es tremendamente amplio y en continuo desarrollo. Es por ello que, dependiendo de la aplicación, encontraremos otros elementos no descritos aquí.
Matrices de corte en troqueleshttps://dibumet.com/wp-content/uploads/2021/12/matricesDETACADA.jpg878585DibumetDibumethttps://dibumet.com/wp-content/uploads/2021/12/matricesDETACADA.jpg
Así como en el post anterior hablábamos de los punzones de corte, en éste trataremos el tema de las matrices de corte.
Definición
La matriz de corte es aquel componente que sirve como pieza complementaria al punzón de corte con el fin de obtener un corte en la chapa buscando de esta manera ir consiguiendo la pieza final.
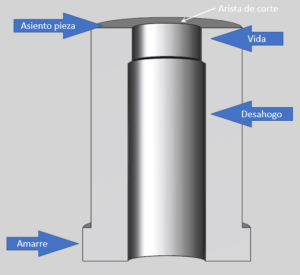
Zonas de una matriz de corte
Una matriz tiene varias zonas claramente diferenciadas tal y como se observa en la imagen.
Asiento pieza: Es la zona que estará en contacto con la pieza a cortar. Su superficie deberá estar bien rectificada y acompañar en todo momento a la parte inferior de la chapa. Es decir, si la chapa en esa zona tiene una geometría no plana, la matriz deberá tener esa misma geometría, para conseguir un corte homogéneo y limpio.
Vida: El tamaño de la vida determinará cuanto tiempo durará la matriz de corte. Al ser una herramienta metálica que va soportando las inclemencias provocadas por los cortes constantes en su trabajo cotidiano, tenderá a sufrir un desgaste y por lo tanto será necesario ir afilándola. Este afilado eliminará una mínima capa de material de su zona superior para ir descubriendo nueva arista viva de corte que provocará una disminución de la zona de Vida y con ello la duración de la propia matriz.
Desahogo: Por esta zona se irán desalojando las partes desprendidas de la chapa que comúnmente se les suele llamar pepitas o retales.
Amarre: Este aspecto determina cómo se amarrará la matriz al troquel con el objetivo de que siempre esté controlada la pieza dentro del utillaje.
Materiales
Como norma general, las matrices de corte son de materiales muy tenaces y tratados térmicamente para tener la mayor longevidad posible. Entre ellos nos encontramos aceros rápidos, el habitual AYA-EXTRA y como no, los materiales pulvimetalúrgicos que llegan a donde los demás materiales no son capaces.
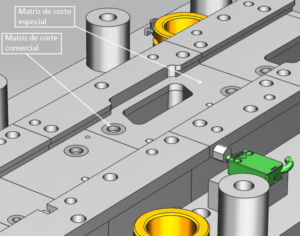
Tipos de matrices
Por último, cabe comentar que podemos encontrarnos en cualquier troquel con matrices comerciales y con matrices especiales. Ello dependerá de la función que desarrolle cada pieza dentro de la aplicación concreta, no obstante, todas las partes (Asiento pieza, Vida, Desahogo, Amarre) deberán ser cumplidas en ambos casos para un correcto funcionamiento.
Tipos de Troqueles en Estampación de Chapahttps://dibumet.com/wp-content/uploads/2021/07/Tipos-de-troquel-en-estampacion-de-chapa.jpg878585DibumetDibumethttps://dibumet.com/wp-content/uploads/2021/07/Tipos-de-troquel-en-estampacion-de-chapa.jpg
Vamos a detallar los tipos de troqueles, pero, antes definiremos lo que es un troquel.
¿Qué es un troquel?
El troquel es el utillaje o conjunto de utillajes, no autónomos con los que sometemos a una chapa metálica a diferentes procesos de transformación con el fin de obtener una geometría concreta.
El troquel se coloca en la prensa. La prensa es la máquina en la que se acoplará el troquel. Básicamente, la prensa, tiene dos movimientos: subir y bajar la base superior. Al bajar esta parte superior, se ejerce una fuerza sobre el troquel y debido a las herramientas integradas dentro del mismo, conseguiremos la operación deseada, ya sea cortando, embutiendo o doblando la chapa.
Entre las ventajas en la utilización de troqueles se encuentran las siguientes:
Gran cadencia de piezas
Costes reducidos
Capacidad de conseguir formas complejas
Tipos de troqueles (según la disposición)
Los troqueles, según la disposición de la pieza a conseguir, se dividen en tres grupos:
Troqueles simples
Éstos, permiten realizar solamente una operación por cada golpe (acción de bajada y retorno de la prensa).
Se usan para piezas sencillas.
Siendo la pieza un poco complicada, será necesario el uso de más troqueles para finalizar la geometría final.
Son de baja productividad.
Troqueles compuestos
Los troqueles compuestos, a diferencia de los simples, permiten realizar más de una operación por golpe.
Mayor numero de operaciones por golpe. Pueden agruparse varios troqueles dentro del mismo utillaje.
Mayor productividad
Necesitan un mayor mantenimiento
Troqueles Progresivos
Constan de diferentes estaciones, y cada una de las estaciones de trabajo realiza una operación distinta en el material. Una vez finalizada la última de las etapas, conseguimos la pieza deseada.
Mayor cadencia y productividad.
No se necesita mover la pieza manualmente.
Transfer
Está compuesto por una gama de troqueles o matrices montados en batería en una misma prensa. El orden de estos se decide según lo requerido. El material o preforma viene transformado en una operación anterior, bien en una prensa de corte o en operaciones realizadas en la propia prensa de forma progresiva.
Tándem
El tándem, a diferencia de los transfer, viene compuesto por una gama de troqueles o matrices montados en batería en diferentes prensas o líneas de prensas ordenadas según lo requerido. El primer troquel será un embutidor, a continuación de cortantes, punzonadoras o calibradores según el caso.
La materia prima se obtiene mediante operaciones previas en línea de corte, mediante cizalla o mediante troquel en prensas de corte. Las piezas cortadas se apilan en contenedores y se introducen mediante robots en las líneas de prensa. Estos robots también intervienen en el traslado de las piezas entre una prensa y otra, habiendo ocasiones en las que la pieza conformada pasa a un proceso de verificación antes de ser apilada en contenedores o pasar a otra fase de estampación.
Tipos de Troqueles (según su uso)
Troqueles perforadores
Se utilizan para recortar agujeros en una lamina o chapa metálica. Las aplicaciones incluyen perforar arandelas, hacer agujeros para remaches en elementos estructurales de acero, aberturas en paneles y en operaciones similares.
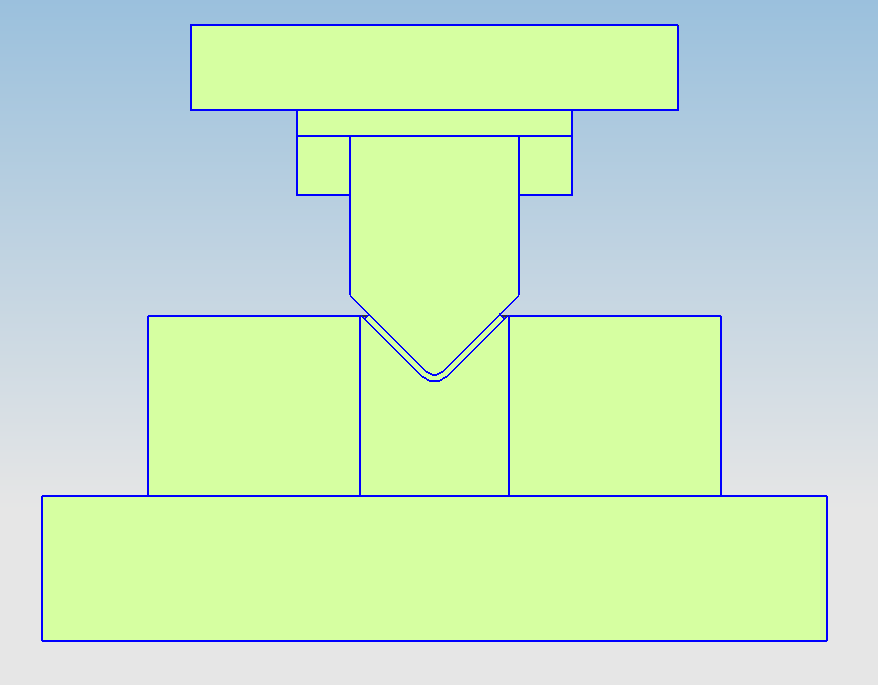
Troqueles de flexión o doblado
Están diseñados para efectuar pliegues simples o compuestos en la pieza en bruto. Se utilizan para grandes producciones de piezas dobladas como soportes o bisagras cuyos dobleces implican tiempos considerables en maquinas de plegado. Entre ellos se ecuentran los doblados en «U», en «V» y en «L».
Troqueles de embutición
Se emplean para crear formas huecas. Para lograr una sección reducida en una parte hueca, como el cuello del metal alrededor de un alambre que se inserta para dar resistencia a la pieza. A través del proceso de embutición se obtienen, por ejemplo: carcasas y recipientes metálicos para aplicaciones domésticas e industriales.
Troqueles combinados
Los troqueles combinados están diseñados para realizar varias de las operaciones descritas en un único recorrido de la prensa; cuando la pieza troquelada es perforada y recortada en un solo golpe, se denominan troqueles combinados híbridos o coaxiales. Cuando estas operaciones son realizadas sucesivamente en varias estaciones, se llaman troqueles combinados progresivos y transforman la tira hasta dejar la pieza acabada.
Troqueles de acuñación
Se obliga al metal a pasar entre dos matrices coincidentes, en los que figura un hueco grabado del dibujo que debe formarse. Son utilizados en la obtención de monedas.
Troqueles de rebordeado
Forman un reborde curvo en piezas huecas. Un tipo especial de troquel de rebordeado, llamado troquel de costura con alambre, enrolla firmemente los bordes externos del metal alrededor de un alambre que se inserta para dar resistencia a la pieza. Se utiliza en piezas embutidas para dar estructura a los bordes.
Troqueles de estampado
Son utilizados para grabar figuras y logotipos o muescas usadas como topes en las piezas de chapa metálica. Generalmente la profundidad del estampado no supera el espesor de la chapa. El macho, encaja dentro de la matriz y la chapa de metal a la que va a darse forma, se coloca sobre la matriz en la bancada de la prensa. El macho, se monta en la parte móvil de la prensa y se hace bajar mediante presión hidráulica o mecánica, obteniendo así la figura en la pieza.
Troqueles de corte
Este es un tipo de troquel muy utilizado. Se utilizan para recortar una forma determinada en una lamina de metal para operaciones posteriores. Son utilizados cuando las geometrías de las piezas no se pueden obtener por medio de cortes en cizallas o guillotinas o cuando se requieren producciones altas que obligan al uso de troquel.
Este sitio web utiliza cookies para que usted tenga la mejor experiencia de usuario. Si continúa navegando está dando su consentimiento para la aceptación de las mencionadas cookies y la aceptación de nuestra política de cookies, pinche el enlace para mayor información.