Creación de bandas. Distancias mínimas, Paso, Ancho de banda y Pilotaje.
Para la creación de las bandas, hay que tener en cuenta una serie de distancias mínimas. Como son el paso adecuado, ancho de banda, pilotaje y aprovechar al máximo de material para conseguir lo menos costes posibles.
Distancias mínimas
En la creación de las bandas se debe dejar el espacio suficiente para que no se resientan; es fundamental una correcta separación entre piezas, para que pueda garantizarse el correcto avance del fleje y que tenga una rigidez adecuada.
Dicha distancia es necesaria entre el perfil de corte y el borde de la banda o entre cortes contiguos, para que se disponga del suficiente material, se produzca un corte correcto y no aparezcan desgarros en las operaciones de corte.
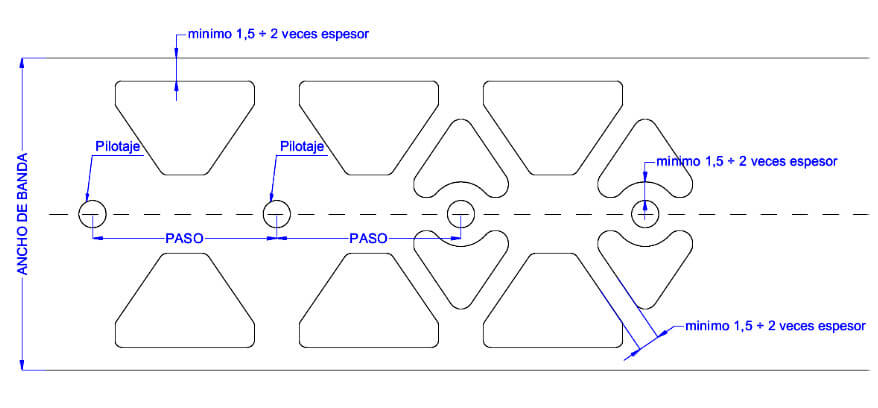
La separación mínima entre piezas, pieza y ancho de banda o entre cortes y bordes, se puede determinar como 1,5 y 2 veces del espesor de la chapa a trabajar.
Paso
El paso es la distancia existente entre dos puntos iguales de dos piezas consecutivas situadas sobre la banda. También se puede entender como la distancia que avanza la chapa dentro del troquel entre operaciones.
En esta decisión se tendrá en cuenta, las distancias mínimas, explicadas en el apartado anterior, más la longitud de la pieza. De esa manera se intentará aprovechar la máxima cantidad de chapa, para ofrecer la mínima cantidad de desperdicio.
Ancho de banda
Para determinar el ancho de banda, al igual que con el paso, hay que tener en cuenta la misma finalidad. Lo mínimo necesario, con el mínimo desperdicio, pero asegurando las distancias mínimas.
Pilotaje
El pilotaje es muy importante en una banda. Es el encargado de llevar la banda siempre centrada y en su posición, para asegurar que la pieza pasa correctamente por cada puesto y exista una repetibilidad, sin que haya diferencias de medidas en las piezas finales. Para que todas las piezas acabadas sean iguales en sus dimensiones.
El pilotaje puede constar de un agujero o de varios, en cada paso, en función a la anchura y paso de la banda.
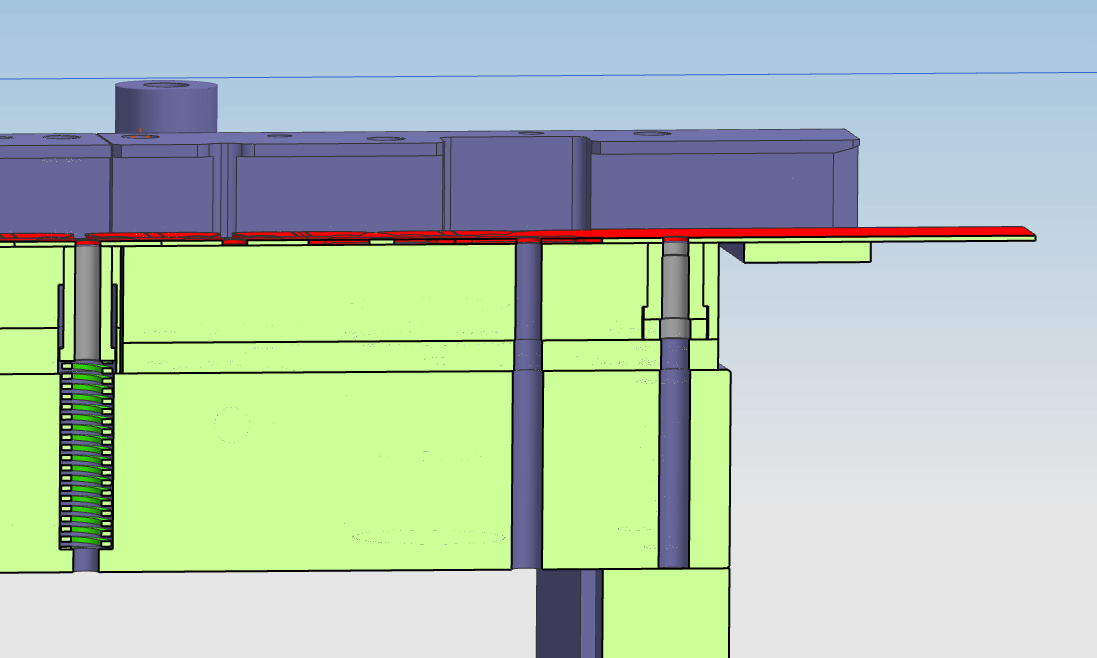
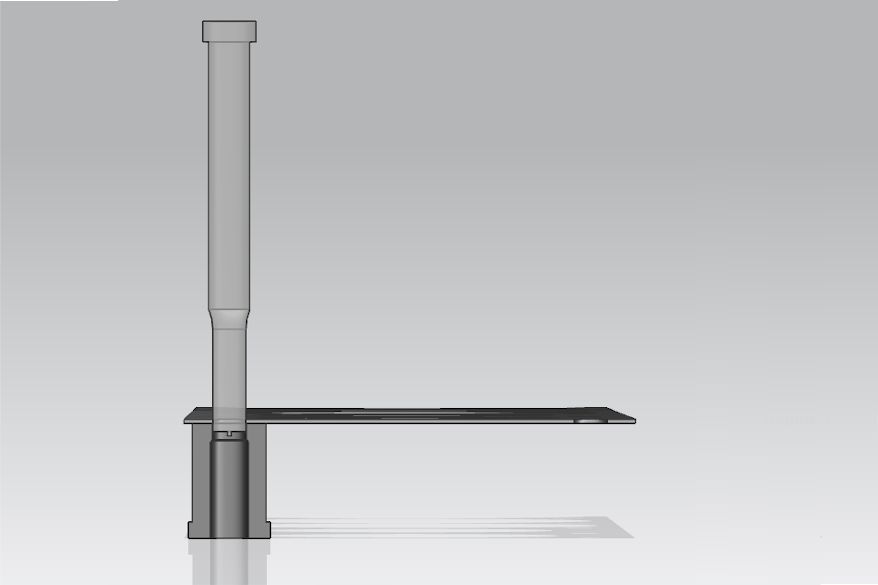
Se colocará un centrador en la parte superior, coincidente en cada agujero de pilotaje; siempre que sea posible y no interfiera con algún otro elemento necesario para el troquel.