Tipos de prensas
¿Qué una prensa?
Las prensas son máquinas o aparatos que ejercen una gran cantidad de fuerza sobre un elemento, para lograr su compresión, doblamiento o deformación.
Son máquinas cuya característica es generar grandes cantidades de energía de forma controlada.
Constan de un bastidor o estructura, que sostiene una parte o mesa inferior y una parte o mesa superior, unida ésta última a un mecanismo para moverla verticalmente.
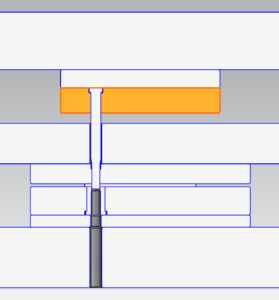
Prensa Mecánica
Constan de un motor eléctrico que hace girar una excéntrica que sirve de acumulador de energía que se transmite al troquel, por medio de la parte móvil de la prensa (mesa superior o carro).
Convierte el movimiento circular en movimiento lineal. El envío de la energía es rápida y total.
Este tipo de prensa no es adecuada para embuticiones profundas, porque aplica la fuerza de forma rápida y seca, en vez de hacerlo de forma constante y suave.

Prensa Mecánica
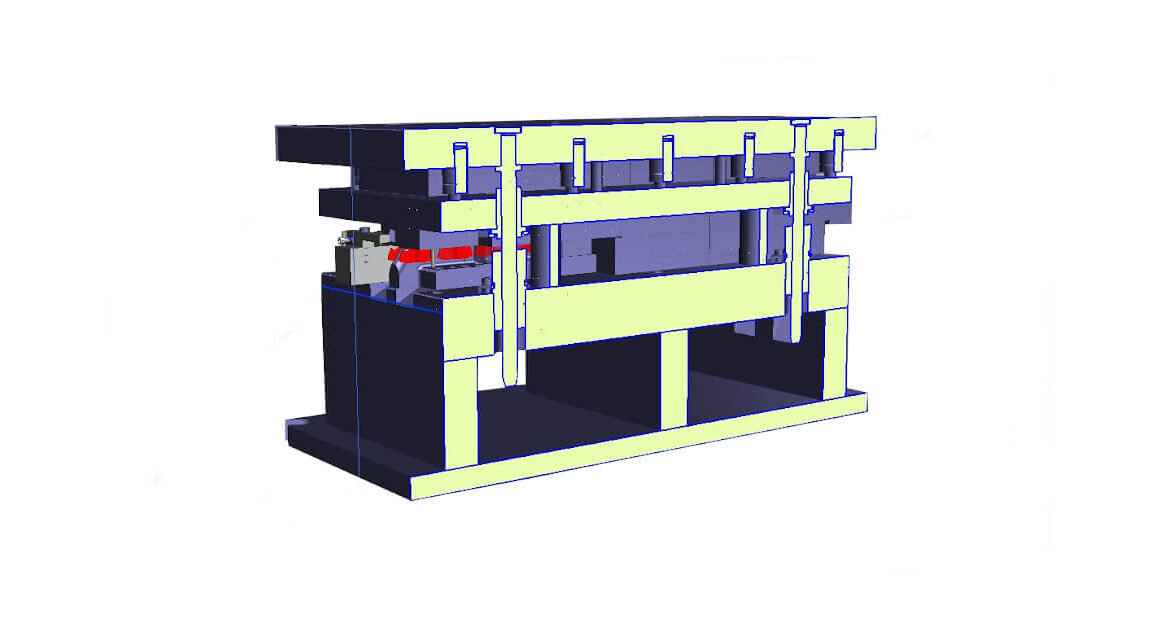
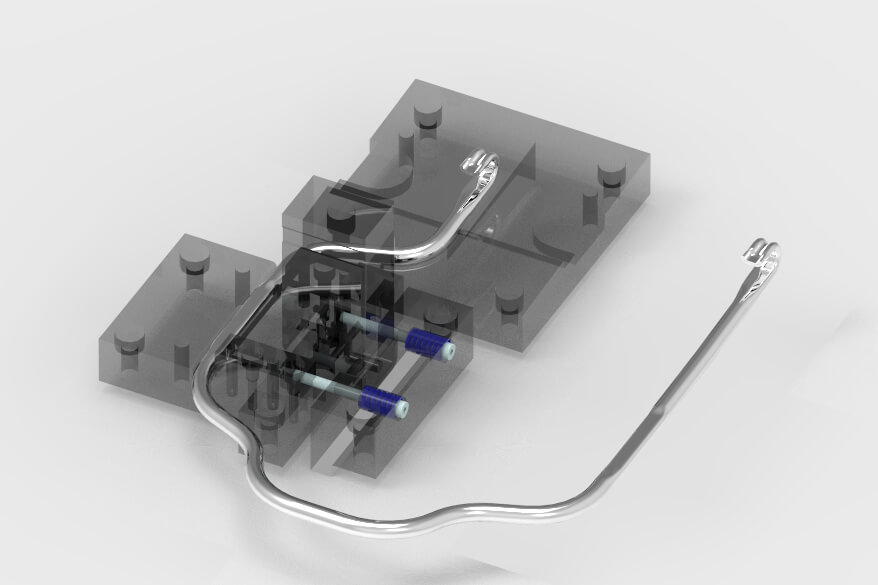
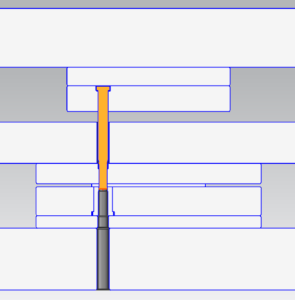
Prensa Hidráulica
Consta de un pistón de gran diámetro el cual se alimenta con un fluido a alta presión y bajo caudal, consiguiendo grandes fuerzas.
La energía se puede controlar en todo momento tanto en fuerza como en velocidad. También se puede controlar la carrera o movimiento de la mesa superior a las distancias deseadas.
La prensa puede controlar mejor el movimiento individual de todas las piezas y es más adecuada para la producción de piezas con geometrías complejas.
Es una prensa ligera y su diseño es mucho más simple, respecto a una mecánica.

Prensa Hidráulica
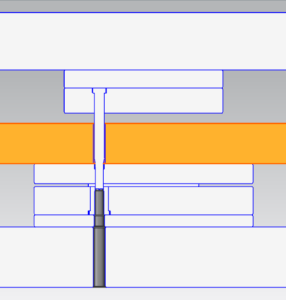
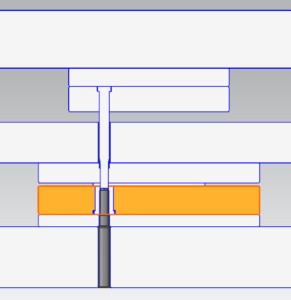
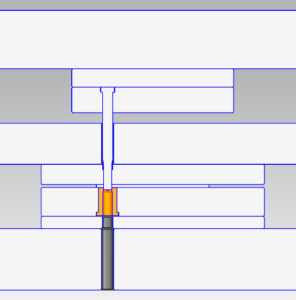
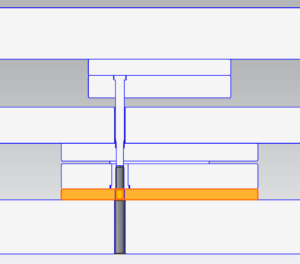
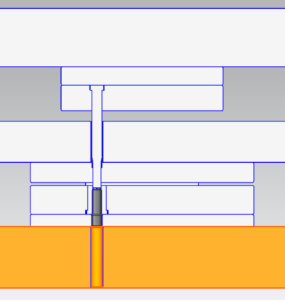
Servo Prensa
Las servo prensas son dispositivos electromecánicos específicamente diseñados para aplicaciones que requieren grandes fuerzas con un control de las mismas.
Haciendo una comparación con una prensa mecánica, las servo prensas sustituyen mecanismos como el embrague y la excéntrica por un acople directo (servos), entre el motor que acciona la prensa y la transmisión al carro.
Ofrece mucha de la versatilidad de la prensa hidráulica, y velocidades de producción que se acercan a las prensas mecánicas.
Toda la cinemática de la máquina es programable para permitir muchas combinaciones que funcionan con una amplia variedad de velocidades de producción, para diferentes tipos de trabajos.

Servo Prensa